
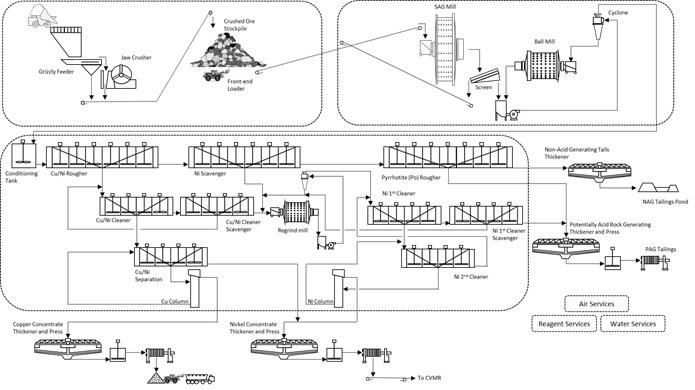
Figure 1: Flow Sheet of Samapleu Concentrator
Pre-tax NPV of USD 615M and IRR of 32.5% over a 20-year mine life
Highlights
- Average annual production of 3,900 tonnes(“t”) of carbonyl nickel powder, 8,400 t of carbonyl iron powder and 14,100 t of copper concentrate over a 20-year mine life
- Capital costs of $282 million (“M”) including contingency of $37 M
- Operational costs of $23.96/t milled
- Pre-tax Net Present Value (“NPV”) at 8% discount rate of $615M and internal rate of return (“IRR”) of 32.5%
- After-tax NPV at 8% discount rate of $391M and after-tax IRR of 27.2%
MONTREAL, May 27, 2020 (GLOBE NEWSWIRE) — Sama Resources Inc. (“Sama” or the “Company”) (TSX-V: SME OTC PINK SHEETS: SAMMF) is pleased to announce results of a Preliminary Economic Assessment (“PEA”) for the development of its Samapleu Nickel-Copper project located in Ivory Coast, West Africa. The PEA was prepared by DRA Global’s office, in Montreal, Canada through DRA Met-Chem (“DRA”). All dollar figures are in United States dollars.
“These results highlight the value of the Samapleu Nickel-Copper asset for the company,” said Dr Marc-Antoine Audet, President and Chief Executive Officer of Sama Resources. Dr. Audet added, “That said, the Sama-HPX team will continue with its exploration efforts aiming at delineating massive sulphide accumulation that could be the source of high-grade nickel, copper and palladium lenses intersected in drill holes at the Samapleu deposits.”
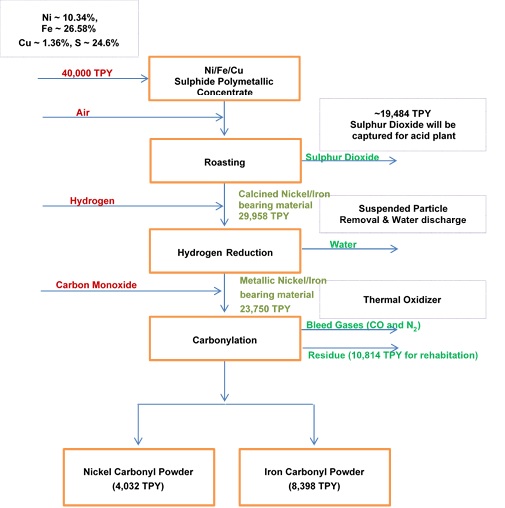
Figure 2: Flow Sheet of Samapleu Carbonyl Refining Plant
Over the life of mine, the Samapleu project will produce an average of 3,900 t of carbonyl nickel powder, 8,400 t of carbonyl iron powder and 14,100 t of copper concentrate per year. Nickel and iron powders produced by CVMR®’s carbonyl process are used in batteries, 3D Printing, Metal Injection Moulding (MIM), aerospace and automotive parts manufacturing, medical instruments, computer parts, electronic parts, moulds and tools, super alloys and sophisticated shapes for use in the defence and aerospace industries.
A technical report detailing the PEA and completed in accordance with National Instrument (NI) 43–101 guidelines, will be filed and available on SEDAR within 45 days from May 27, 2020. The effective date of the technical report is May 22, 2019. The effective date of the Mineral Resources is October 26, 2018.
The PEA completed for the Company is preliminary in nature and includes inferred mineral resources, considered too speculative in nature to be categorized as mineral reserves. Mineral resources that are not mineral reserves have not demonstrated economic viability. Additional trenching and/or drilling will be required to convert inferred mineral resources to indicated or measured mineral resources. There is no certainty that the resources development, production, and economic forecasts on which this PEA is based will be realized.
PRICES, REVENUES & ECONOMIC SENSITIVITIES
The current average sale price for the three products is $6,463/t, based on carbonyl nickel powder sale price of $25,483/t, carbonyl iron powder sale price of $8,389/t and copper concentrate sale price of $966/t. Given the volatility of metal prices in recent years and the bilateral nature of sales contracts a sensitivity analysis of project economics is presented below in Table 1.
Table 1 Project Economics Sensitivity Analysis
| LOM Products Average Sale Price ($/t) | 5,170 | 5,816 | 6,4631 | 7,109 | 7,755 | |||||
| LOM Products Average Sale Price (%) | -20 | % | -10 | % | 0 | +10 | % | +20 | % | |
| Pre-tax returns | ||||||||||
| NPV ($million) @ 8% discount rate | 325 | 470 | 615 | 760 | 905 | |||||
| IRR (%) | 21.9 | % | 27.3 | % | 32.5 | % | 37.4 | % | 42.2 | % |
| After-tax returns | ||||||||||
| NPV ($million) @ 8% discount rate | 169 | 280 | 391 | 502 | 613 | |||||
| IRR (%) | 16.7 | % | 22.1 | % | 27.2 | % | 32.2 | % | 37.0 | % |
1. Base Case
MINERAL RESOURCES ESTIMATE
The mineral resources estimate for the Samapleu nickel and copper deposits contains, at a Nickel Equivalent (NiEq = Ni + 0.167*Cu) Cut-Off Grade of 0.1%, 33.18 Mt of Indicated Mineral Resources at an average of 0.27% NiEq and 0.24% Ni and 17.78 Mt of Inferred Mineral Resources at an average of 0.25% NiEq and 0.22% Ni.
A summary of the Mineral Resources is provided in Table 2.
Table 2 Mineral Resources Summary (Cut-Off Grade of 0.1% NiEq)
| Category | Resources (Mt) | NiEq (%) | Ni (%) |
| Measured 1,2,3 | – | – | – |
| Indicated 1,2,3 | 33.18 | 0.269 | 0.238 |
| Meas. + Ind. | 33.18 | 0.269 | 0.238 |
| Inferred 1,2,3,4 | 17.78 | 0.248 | 0.224 |
- Mineral Resources are exclusive of Mineral Reserves
- Mineral Resources are not Mineral Reserves and do not have demonstrated economic viability. There is no certainty that all or any part of the Mineral Resources estimated will be converted into Mineral Reserves. The estimate of Mineral Resources may be materially affected by environmental, permitting, legal, title, taxation, socio-political, marketing, or other relevant issues
- The CIM definitions were followed for the classification of Indicated and Inferred Mineral Resources.
- The quantity and grade of reported Inferred Resources in this estimation are uncertain in nature and there has been insufficient exploration to define these Inferred Resources as an Indicated or Measured Mineral Resource. It is reasonably expected that a portion of Inferred Mineral Resources could be upgraded with continued exploration.
- Pit shell defined using 52-degree pit slope, copper concentrate price of $2.1/lb and nickel powder price of $13.5/lb, $3/t mining costs, $15/t of processing and G&A costs, and a resulting cut-off grade of 0.1% NiEq.
The mineral resources estimate was performed by Schadrac Ibrango, P. Geo, Ph.D, MBA, senior consulting geologist, in association with Dr. Marc Antoine Audet of Sama Resources.
Mr. Ibrango is a Qualified Person (QP) independent from Sama Resources. The resource classification follows the CIM definition for classification of Indicated and Inferred Mineral Resources. The criteria used by the QP for classifying the estimated mineral resources are based on confidence and continuity of geology and grades.
MINING
The mining method selected for Samapleu is a conventional open pit operation with off-highway haul trucks, hydraulic excavators, and wheel loaders. The mineralised material, contained in three (3) pits, are intended to be mined by surface operations. It is estimated that approximately 44.42 Mt of mineralised material is extractable over a 20-year mine life. The average grade fed to the processing plant over the 20-year mine life is 0.24% Ni, 0.18% Cu and 11.86% Fe.
Table 3 provides a summary of mining highlights.
Table 3 Mining Highlights
| Average feed grade (% Ni) | 0.24 | % |
| Average feed grade (% Cu) | 0.18 | % |
| Average feed grade (% Fe) | 11.86 | % |
| Stripping ratio (waste/ore) | 1.17 | |
| Average mineralised material mined per year (Mtpy) | 2.3 | |
| Mine Life (years) | 20 | |
PROCESS
The mineral processing plant is designed to process 2.4 Mtpy of run-of-mine mineralised material to produce 39,000 tpy of nickel concentrate at 10.34% Ni grade and 15,000 tpy of copper concentrate at 23.00% Cu grade. The copper concentrate will be a saleable product and the nickel concentrate will be fed to the carbonyl refining plant, which supports the production of 3,900 tpy of carbonyl nickel powder and 8,400 tpy of carbonyl iron powder.
Table 4 provides a summary of process highlights.
Table 4 Process highlights
| Nickel recovery to nickel concentrate (%) | 71 | % |
| Copper recovery to copper concentrate (%) | 80 | % |
| Copper concentrate grade (%Cu) | 23.00 | % |
| Nickel concentrate grade (%Ni) | 10.34 | % |
| Nickel concentrate grade (%Fe) | 26.58 | % |
| Nickel recovery to carbonyl nickel powder | 97.5 | % |
| Iron recovery to carbonyl iron powder | 80 | % |
| Carbonyl nickel powder grade | 99.84 | % |
| Carbonyl iron powder grade | 98.5 | % |
Mineral Processing Plant
The mineral processing plant consists of crushing, grinding, rougher flotation, and cleaner flotation. The back end of the concentrator includes tailings and concentrate thickening, concentrate filtration, and material handling. The nickel and copper concentrates will be recovered by a conventional flotation process. The potential acid generating tailings from the concentrator will be filtered by a filter press and stacked outside the concentrator area. The non-acid generating tailings from the concentrator will be thickened and pumped to the tailings pond. Reclaiming water from the tailings pond has been considered in the process design to minimise freshwater make-up to the concentrator. Further test work will be completed to confirm these results in subsequent stages of study.
Figure 1 depicts the process flowsheet of the concentrator.
Figure 1 Flow Sheet of Samapleu Concentrator is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/85158d45-d7ec-42cb-a15c-327af7d40f9b
Carbonyl Refining Plant
The nickel concentrate from the concentrator will be sent to the carbonyl refining plant to extract nickel and iron. The concentrate will be roasted to convert the sulfide minerals to oxides in a fluid bed roaster. If the concentrate is too fine, the feed may have to be pelletized prior to feeding the fluid bed roaster. Calcined concentrate will then be reduced in a rotary kiln, with hydrogen to convert the nickel and iron oxides to metallic nickel and iron respectively. Nickel and iron will be extracted from reduced concentrate in the form of volatile metal carbonyls through CVMR®’s carbonyl process, then separated and decomposed to metal nickel and iron products. Figure 2 depicts the process flowsheet of the carbonyl refining plant.
Figure 2 Flow Sheet of Samapleu Carbonyl Refining Plant is available at https://www.globenewswire.com/NewsRoom/AttachmentNg/aa4f43fa-1ca4-4fd8-92ad-1ef0cfe5cb3c
CAPITAL AND OPERATING COSTS
The initial capital costs for the project are presented below in Table 5. The sustaining capital expenditure over a 20-year period is $179.7M. Table 6 presents the LOM average annual operating costs as well as cost per t milled.
Table 5 Initial Capital Costs Summary
| Area Description | Total Costs (M$) |
| Direct Costs | |
| Mining | 19.5 |
| Crushing | 5.0 |
| Concentrator | 48.3 |
| Tailings Management System | 29.2 |
| General Site Infrastructure | 22.2 |
| Power | 23.0 |
| Carbonyl Refining Facilities | 38.7 |
| Subtotal – Direct Costs | 185.9 |
| Indirect Costs | |
| Indirect Costs | 59.3 |
| Contingency | 36.8 |
| Subtotal – Indirect Costs | 96.1 |
| Total Initial Capital Costs | 282.0 |
Table 6 Operating Costs Summary
| Description | LOM Average Annual Cost (M$) 2 | Cost /t milled ($/t) |
| Mining | 9.2 | 4.01 |
| Concentrator Processing | 27.6 | 12.11 |
| Carbonyl Refining Processing | 11.6 | 5.12 |
| Water and Tailings Management 3 | 0.05 | 0.02 |
| Products Transportation | 2.9 | 1.26 |
| General and Administration 3 | 3.4 | 1.45 |
| Total Opex 1 | 54.8 | 23.96 |
- The totals may not add-up due to rounding errors.
- Excludes first and last year.
QUALITY CONTROL AND ASSURANCE
Qualified Persons (“QP”) have reviewed and verified that the technical information with respect to the PEA contained in this press release is accurate and have approved the written disclosure of such information. For readers to fully understand the information in this press release, they should read the Technical Report in its entirety when it is available on SEDAR, including all qualifications, assumptions, and exclusions that relate to the information to be set out in the Technical Report, The Technical Report is intended to be read as a whole, and sections should not be read or relied upon out of context.
The QPs who will prepare the Technical Report are:
- DRA: Daniel M. Gagnon, P.Eng. (Project Sponsor, Mining and Economic Analysis), Schadrac Ibrango, P. Geo, Ph.D, MBA (Geology and Mineral Resources), Nalini Singh, P.Eng. (Mineral Processing Test work), Ryan Cunningham, P.Eng. (Mineral Processing Plant), Volodymyr Liskovych, Ph.D, P.Eng. (Carbonyl Refining).
- GCM: Marie-Claude Dion St-Pierre, P.Eng. (Environmental Studies, Permitting and Social or Community Impact)
By virtue of education and relevant experience, the aforementioned are independent QPs for the purpose of NI 43-101. Other than as set forth above, all scientific and technical information contained in this press release has been reviewed, verified, and approved by Dr. Marc-Antoine Audet, P.Geo the President and CEO of Sama, and a QP, as defined by National Instrument 43-101 Standards of Disclosure for Mineral Projects.
ABOUT MET-CHEM AND DRA GLOBAL
Met-Chem, a wholly owned subsidiarity of DRA Global Ltd., was originally established in 1969 as a consulting engineering company, headquartered in Montreal, and provides a wide range of technical and engineering services. DRA Global is a diversified global engineering, project delivery and operations management group headquartered in Perth, Australia. With expertise in the areas of project development, mining, mineral processing, plant optimisation, operational readiness, systems integration, operations & maintenance and related water, energy, industrial and infrastructure requirements, DRA delivers truly comprehensive solutions to the resources sector. DRA employs over 4500 people and offers flexible engineering & operations management services worldwide through 18 offices.
ABOUT SAMA RESOURCES INC.
Sama is a Canadian-based mineral exploration and development company with projects in West Africa. On October 23, 2017, Sama announced that it had entered into a binding term sheet in view of forming a strategic partnership with HPX TechCo Inc., a private mineral exploration company in which mining entrepreneur Robert Friedland is a significant stakeholder, in order to develop its Côte d’Ivoire Nickel-Copper and Cobalt project in Côte d’Ivoire, West-Africa. For more information about Sama, please visit Sama’s website at http://www.samaresources.com.
ABOUT HPX
HPX is a privately-owned, metals-focused exploration company deploying proprietary in-house geophysical technologies to rapidly evaluate buried geophysical targets. The HPX technology cluster comprises geological and geophysical systems for targeting, modelling, survey optimization, acquisition, processing and interpretation. HPX has a highly experienced board and management team led by Chief Executive Officer Robert Friedland and President Eric Finlayson, a former head of exploration at Rio Tinto. For further information, please visit www.hpxploration.com.
ABOUT CVMR® CORPORATION
CVMR® is a privately held corporation based in Toronto with 36 years of vapour metal refining experience. The proprietary vapour metallurgy processes (Carbonyl Process) used by CVMR® refine nickel and iron by chemically vaporizing them at relatively low pressure and low temperatures. CVMR®’s carbonyl process refines and produce various metal powders and complex metal shapes, as part of the same process. CVMR® processes do not melt the metals as is done in the usual smelting processes. CVMR®’s refining plants are pollution free and neutral to the environment. All gases used in vaporizing metals are recycled. CVMR®’s refining plants are built on a modular basis, enabling a substantial degree of flexibility, allowing a plant to be built and to grow in size gradually. Each module is capable of producing pure metal products with a very high degree of purity (www.cvmr.ca).
ABOUT GCM CONSULTANTS INC.
GCM Consultants has been an engineering firm since 1994, with more than 300 qualified professionals. GCM is owned by approximately 50 shareholders, all of whom work full time within the company. GCM offers environmental, process, building, mechanical, civil, electrical, instrumentation and control engineering services under one roof, in addition to offering a wide range of specialized services. (www.draglobal.com).
FOR FURTHER INFORMATION, PLEASE CONTACT:
SAMA RESOURCES INC./RESSOURCES SAMA INC.
Dr. Marc-Antoine Audet, President and CEO
Tel: (514) 726-4158
OR
Mr. Matt Johnston, Corporate Development Advisor
Tel: (604) 443-3835
Toll Free: 1 (877) 792-6688, Ext. 5
Neither the TSXV nor its Regulation Services Provider (as that term is defined in the policies of the TSXV) accepts responsibility for the adequacy or accuracy of this release.
Forward-Looking Statements
Certain of the statements made and information contained herein are “forward-looking statements” or “forward-looking information” within the meaning of Canadian securities legislation. Forward-looking statements and forward-looking information such as “will”, could”, “expect”, “estimate”, “evidence”, “potential”, “appears”, “seems”, “suggest”, are subject to a variety of risks and uncertainties which could cause actual events or results to differ from those reflected in the forward-looking statements or forward-looking information, including, without limitation, the ability of the company to convert resources in reserves, its ability to see through the next phase of development on the project, its ability to produce a pre-feasibility study or a feasibility study regarding the project, its ability to execute on its development plans in terms of metallurgy or exploration, the availability of financing for activities, risks and uncertainties relating to the interpretation of drill results and the estimation of mineral resources and reserves, the geology, grade and continuity of mineral deposits, the possibility that future exploration, development or mining results will not be consistent with the Company’s expectations, metal price fluctuations, environmental and regulatory requirements, availability of permits, escalating costs of remediation and mitigation, risk of title loss, the effects of accidents, equipment breakdowns, labour disputes or other unanticipated difficulties with or interruptions in exploration or development, the potential for delays in exploration or development activities, the inherent uncertainty of cost estimates and the potential for unexpected costs and expenses, commodity price fluctuations, currency fluctuations, expectations and beliefs of management and other risks and uncertainties.
In addition, forward-looking statements and forward-looking information are based on various assumptions. Should one or more of these risks and uncertainties materialize, or should underlying assumptions prove incorrect, actual results may vary materially from those described in forward-looking information or forward-looking statements. Accordingly, readers are advised not to place undue reliance on forward-looking statements or forward-looking information. Except as required under applicable securities legislation, the Company undertakes no obligation to publicly update or revise forward-looking statements or forward-looking information, whether as a result of new information, future events or otherwise.
